

کویل فولادی نورد گرم ترشی



ابعاد
اندازه صفحه فولادی باید الزامات جدول «ابعاد و مشخصات صفحات فولادی نورد گرم (گزیده شده از GB/T709-1988)» را برآورده کند.
اندازه نوار فولادی باید الزامات جدول «ابعاد و مشخصات نوار فولادی نورد گرم (گزیده شده از GB/T709-1988)» را برآورده کند.
عرض صفحه فولادی همچنین میتواند هر اندازهای از ۵۰ میلیمتر یا مضربی از ۱۰ میلیمتر باشد.
طول ورق فولادی میتواند هر اندازهای معادل ۱۰۰ میلیمتر یا مضربی از ۵۰ میلیمتر باشد، اما حداقل طول ورق فولادی با عرض کمتر یا مساوی ۴ میلیمتر نباید کمتر از ۱.۲ متر باشد و حداقل طول ورق فولادی با ضخامت بیشتر از ۴ میلیمتر نباید کمتر از ۲ متر باشد.
طبق الزامات، ضخامت ورق فولادی کمتر از 30 میلیمتر، فاصله ضخامت میتواند 0.5 میلیمتر باشد.
با توجه به نیازها، پس از مذاکره بین تأمینکننده و خریدار، صفحات و نوارهای فولادی با اندازههای دیگر قابل تهیه هستند.
مشخصات
ضخامت رایج:۰.۸، ۱.۰، ۱.۲، ۱.۵، ۱.۸، ۲.۰، ۲.۳۵، ۲.۴۵، ۲.۵۰، ۲.۷۰، ۲.۷۵، ۲.۸، ۲.۹، ۲.۹۵، ۳.۰، ۳.۲۵، ۳.۳، ۳.۵، ۳.۷۵، ۳.۸، ۳.۹، ۳.۹۵، ۴، ۴.۲۵، ۴.۵، ۴.۷، ۴.۷۵، ۵، ۵.۵، ۵.۷۵، ۶، ۶.۷۵، ۷، ۷.۵، ۷.۷۵، ۸، ۸.۷۵، ۹، ۹.۵، ۹.۷۵، ۱۰، ۱۰.۵، ۱۱، ۱۱.۵، ۱۲
محصولات اصلی
نورد گرم پیوسته را میتوان بر اساس جنس و عملکرد به فولاد ساختاری کربنی معمولی، فولاد کم آلیاژ و فولاد آلیاژی تقسیم کرد. بر اساس کاربردهای مختلف، میتوان آنها را به موارد زیر تقسیم کرد: فولاد نورد سرد، فولاد ساختاری، فولاد ساختاری خودرو، فولاد ساختاری مقاوم در برابر خوردگی، فولاد ساختاری مکانیکی، فولاد سیلندر گاز جوش داده شده و مخازن تحت فشار، فولاد خط لوله و غیره.
فرآیند تولید
واحد ورق نورد گرم گالوانیزه گرم، فرآیند آنیل بهبود یافته Sendzimir را اتخاذ میکند و ماده اولیه آن کویلهای اسیدشویی شده نورد گرم است. فرآیند تولید به شرح زیر است:
کویل ترشی شده نورد گرم → باز کردن کلاف → برش سر و دم → جوشکاری → حلقه ورودی → کوره آنیل افقی اصلاح شده Sendzimir → گالوانیزه گرم → خنک کردن پس از آبکاری → ضخامت سنج لایه روی → صاف کردن و یکدست کردن → عملیات پسیواسیون → میز بازرسی → روغن کاری الکترواستاتیک → کلاف بندی → توزین و بسته بندی → انبار محصول نهایی.
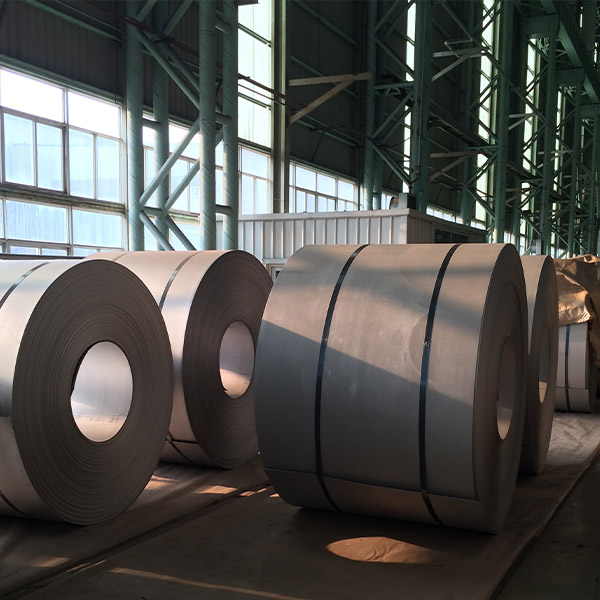
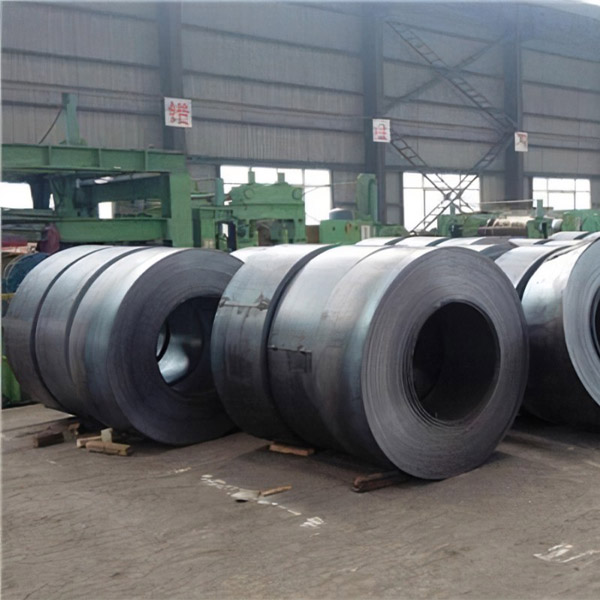
نمایش محصول

محصولات مرتبط
-

کویل فولادی نورد گرم
مفهوم محصول نورد گرم (نورد گرم)، یعنی کلاف نورد گرم، از تختال (عمدتاً بیلت ریختهگری پیوسته) به عنوان ماده اولیه استفاده میکند و پس از گرم شدن، توسط نورد خشن و نورد نهایی به فولاد نواری تبدیل میشود. نوار فولادی گرم از آخرین نورد نهایی با جریان آرام تا دمای تعیین شده خنک میشود و سپس توسط کلاف به صورت کلاف فولادی کلاف میشود. کلاف فولادی خنک شده تحت فرآیندهای مختلفی قرار میگیرد...
-

کویل فولادی نورد گرم A36 SS400 S235JR / HRC
کیفیت سطح به دو سطح تقسیم میشود: دقت معمولی: سطح ورق فولادی مجاز است که دارای یک لایه نازک از پوسته اکسید آهن، زنگزدگی، زبری سطح ناشی از لایهبرداری پوسته اکسید آهن و سایر عیوب موضعی باشد که ارتفاع یا عمق آنها از انحراف مجاز بیشتر باشد. برادههای غیر واضح و ردهای منفرد که ارتفاع آنها از ارتفاع الگو بیشتر نباشد، روی الگو مجاز هستند. حداکثر مساحت ...
-

کویل الگوی با دقت بالا
معرفی محصول مشخصات صفحات فولادی شطرنجی بر اساس ضخامت پایه (بدون احتساب ضخامت دندهها) بیان میشود و 10 مشخصه 2.5-8 میلیمتر وجود دارد. شماره 1-3 برای صفحه فولادی شطرنجی استفاده میشود. فولاد ساختاری کربنی معمولی کلاس B نورد شده و ترکیب شیمیایی آن الزامات GB700 "شرایط فنی برای فولاد ساختاری کربنی معمولی" را برآورده میکند. ارتفاع ...
-

کویل روکش شده با روغن ترشی شده نورد گرم
مشخصات ضخامت 0.2-4 میلی متر، عرض 600-2000 میلی متر و طول صفحه فولادی 1200-6000 میلی متر است. فرآیند تولید در فرآیند تولید، گرمایش انجام نمی شود، بنابراین هیچ نقصی مانند حفره دار شدن و پوسته شدن آهن که اغلب در نورد گرم رخ می دهد، وجود ندارد و کیفیت سطح خوب و صافی آن بالا است. علاوه بر این، دی ...